





更快的复合材料预浸料固化:升温速率至关重要
项目背景
Alpha Technology 近期与一家负责老旧飞机全生命周期管理的客户开展合作。这些飞机在最初设计时便采用了复合材料,历经数十年后,材料供应商已变更,原始材料也已停产,维护工作只能选用全新基材与材料。客户需要采购性能等同或更优的替代材料,以保障飞机适航性,同时优化新材料所需的工艺条件,完成重新认证。
由于确定最佳固化工艺是整个流程的核心,Alpha 推荐使用其封装样品流变仪(ESR),跟踪固化过程中的储能模量(G’)及其变化速率,重点关注反应起始窗口(α)与反应完成窗口(β),将其作为固化周期效率的实用指标。借助 ESR 设备,客户能够快速筛选新材料、确定最优工艺条件,有效解决材料老化淘汰问题。
项目挑战
升温速率是一个容易被忽视却能决定固化成败的关键变量。速率过慢,会导致压机占用时间过长、生产效率低下;速率过快,则可能出现浸润不良、树脂分布不均、产品性能不达标等风险。
为确定理想升温速率,我们在 ESR 上对客户的一款替代材料(P1 碳纤维编织预浸料)进行表征,研究升温速率如何影响固化行为。
我们不只关注固化结束时的模量,还跟踪固化速率(dG’/dt),并绘制实用的 α(反应起始)与 β(反应结束)时间窗口,以避免造成高昂损失的工艺失误。
升温速率过慢本身就会带来成本:造成设备利用率低、延长固化周期、延误后续工序。但一味追求过快速率,又会掩盖后期才会暴露的问题。目标是找到一个既能加速 α 阶段、又不延长 β 阶段,同时保证树脂均匀分布的最佳升温速率。
|
R2 (℃/min) |
G’EOC (kPa) |
∆tα (min.) |
∆tβ (min.) |
|
1 |
132,938 |
18.07 |
70.68 |
|
2.5 |
132,768 |
9.98 |
58.06 |
|
5 |
137,442 |
9.03 |
49.83 |
|
10 |
133,502 |
13.63 |
54.38 |
|
20 |
136,472 |
14.24 |
65.43 |
表 1.升温速率对 P1 材料固化结束模量 G’EOC、α 区间与 β 区间的影响(R2)
- 137,442 kPa:在 5 °C/min 条件下获得最高固化后刚度(G’EOC)
- 9.03 minutes:在 5 °C/min 条件下∆tα 阶段时间最短, 表明反应起始更快
- 49.83 minutes:在 5 °C/min 条件下 ∆tβ 阶段时间最短, 表明固化完成速度最快
解决方案
我们采用两段式升温工艺:
- 第一段升温速率 R₁ = 2.5 °C/min,升至预熔温度并保温 10 分钟(P1 材料:60 °C)
- 第二段升温速率 R₂ 在 1–20 °C/min 范围内变化,升至 127 °C,随后保温固化 90 分钟
测试条件:应变 0.7%,频率 1 Hz,以 3 °C/min 速率冷却至 40 °C。 针对每种升温曲线,我们记录储能模量 G’ 的变化过程,并计算固化速率 dG’/dt,以此确定反应起始 / 增长窗口(α)与反应完成窗口(β)。
随后对比三项实用指标:
- 固化后刚度(G’EOC),用于快速判断力学性能
- ∆tα,用于表征固化反应启动速度
- ∆tβ,用于表征固化达到平衡的速度
数据呈现出清晰规律:适中的升温速率可实现最短的 α 与 β 窗口,同时获得最高的固化后刚度 G’EOC. 这表明在该材料与温度体系下,固化速度与成型质量达到最佳平衡。
项目成果
通过ESR对 P1 材料进行 表征,我们确定:在 127 °C 固化温度下,5 °C/min 为最优升温速率. 在此工艺条件下,固化启动更快、完成速度最快,固化后复合材料的终固化刚度达到测试最高值. 从实际生产来看,这意味着客户可摒弃过于保守、拖慢生产的升温方案,采用这套数据支撑的最优工艺,在保证产品质量的同时,显著释放压机产能。
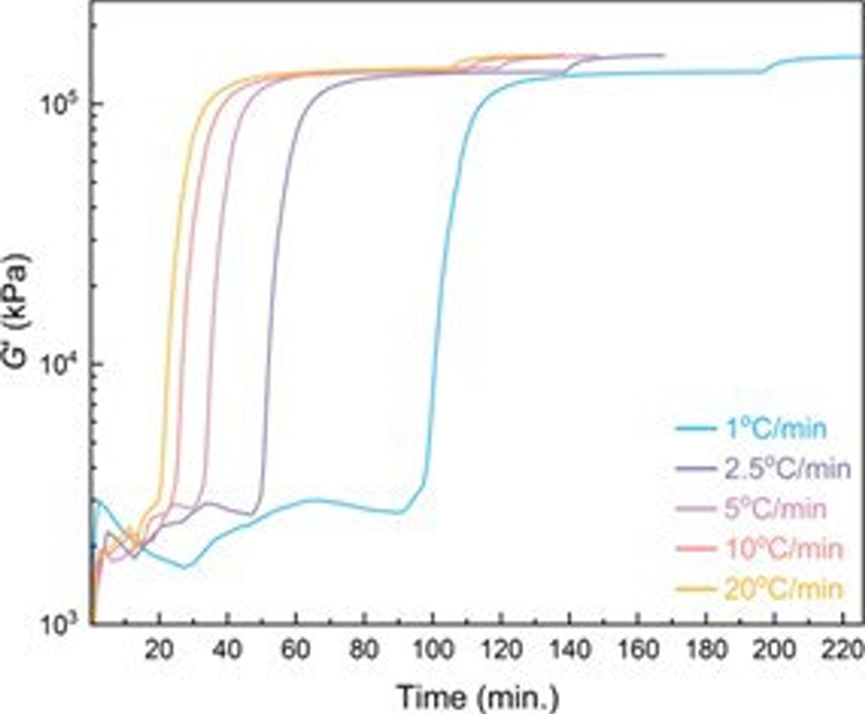
升温速率对 P1 材料储能模量 G’ 的影响
想为您当前的工艺曲线获取专业二次评估吗? 联系我们,与 Alpha 技术专家直接沟通