





複合材プリプレグの硬化高速化: 昇温速度が重要
プロジェクト背景
Alpha Technology は、複合材料を使用して設計された旧型機のライフサイクル管理を担当する顧客と協力しました。数十年が経過し、材料メーカーは変更され、当初の材料は廃盤となり、整備には新しい基材・材料しか選択肢がなくなっています。顧客は、耐空性を維持するため同等以上の性能を持つ代替材料を調達するとともに、再認証取得のため新素材に最適化された加工条件を確立する必要がありました。
最適な硬化条件の特定が本プロセスの基盤となるため、Alpha はカプセル化サンプルレオメータ(ESR)を使用し、硬化過程における貯蔵弾性率(G’)とその変化速度を追跡し、サイクル効率の実用的な指標として α(反応開始)および β(反応終了)区間に着目することを推奨しました。ESR ツールにより、顧客は新規材料の迅速な選定、最適加工条件の決定、廃盤問題の効果的な解決が容易になりました。
プロジェクトの課題
昇温速度は、硬化の成否を左右する重要な変数でありながら、見過ごされがちです。昇温が遅すぎるとプレス機の占有時間が長引き、速すぎると含浸性、樹脂分布、最終性能に悪影響を及ぼすリスクが生じます。
最適な昇温速度を決定するため、当社の ESR を用いて顧客用代替材料(P1:炭素繊維織物プリプレグ)の硬化挙動に及ぼす昇温速度の影響を評価しました。
硬化終了時の弾性率だけでなく、硬化速度(dG’/dt)を追跡し、実用的な α(反応開始)・β(反応終了)区間を特定することで、損失の大きい不具合を回避しました。
必要以上に遅い昇温にはコストがかかります。アイドルタイムの発生、硬化時間の長期化、後工程の遅延を引き起こすためです。一方、過度に高速化すると後から顕在化する不具合を隠蔽する恐れがあります。目標は、樹脂の均一な分布を保ちつつ、β 区間を延長させずに α を高速化する昇温速度を見出すことです。
|
R2 (℃/min) |
G’EOC (kPa) |
∆tα (min.) |
∆tβ (min.) |
|
1 |
132,938 |
18.07 |
70.68 |
|
2.5 |
132,768 |
9.98 |
58.06 |
|
5 |
137,442 |
9.03 |
49.83 |
|
10 |
133,502 |
13.63 |
54.38 |
|
20 |
136,472 |
14.24 |
65.43 |
表 1.P1 における昇温速度(R2)が硬化終了時貯蔵弾性率G’EOC、α・β 区間に及ぼす影響
- 137,442 kPa: 5 °C/min にて最高の硬化終了時剛性(G’EOC)を達成。
- 9.03 minutes:5 °C/min にて∆tα が最小、反応開始が最も速いことを示す。
- 49.83 minutes: 5 °C/min にて∆tβ が最小、硬化終了が最も速いことを示す。
解決策
当社では 2 段階の昇温パターンを採用しました:
- 1 段階目:R₁=2.5 °C/min で昇温し、予備溶融保持(P1:60 °C)を 10 分間実施
- 2 段階目:R₂=1~20 °C/min で 127 °C まで昇温後、90 分間硬化
テスト条件:ひずみ0.7%、周波数1 Hz、3 °C/分の速度で40 °Cまで冷却する。各昇温曲線に対して、貯蔵弾性率G’の変化過程を記録し、硬化速度dG’/dtを計算することで、反応開始/増加ウィンドウ(α)と反応完了ウィンドウ(β)を決定する。
続いて 3 つの実用的な指標を比較しました:
- 硬化終了時剛性(G’EOC):機械的な余裕度を簡易的に評価
- ∆tα:反応立ち上がりの速さの指標
- ∆tβ:硬化が平衡に達する速さの指標
データから明確な傾向が示されました。適度な昇温速度により、α・β 区間が最短となり、G’EOC が最大になりました。これは、本材料・温度条件において硬化速度と品質の最適なバランスが得られたことを示しています。
プロジェクトの成果
P1 に対し ESR プロファイリングを実施し、127 °C における最適昇温速度を 5 °C/min と特定しました。この条件では硬化開始が速く、終了も最も早く、硬化後の複合材料は測定上最高の硬化終了時剛性を示しました。実務的には、顧客は生産を遅らせる過剰安全な昇温パターンから脱却し、データに基づく本パターンにより、品質を維持しつつプレス機の稼働時間を効率化できるようになりました。
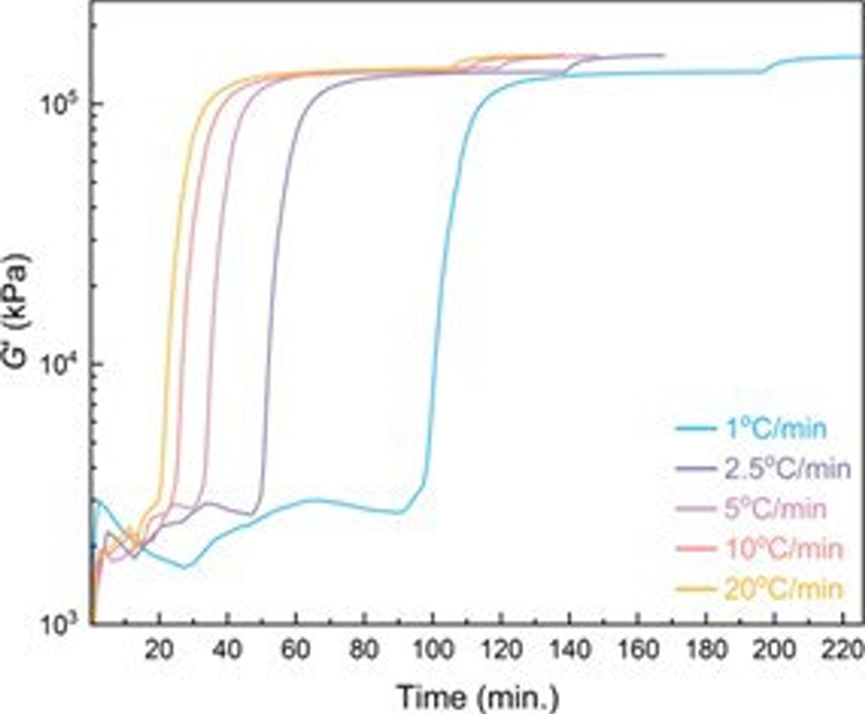
P1 における昇温速度が G’に及ぼす影響
現在の工程曲線について、専門的な再評価をご希望ですか?お気軽にお問い合わせいただければ、Alpha の技術専門家が直接ご対応いたします。